Maschio M4
Disponibile in pronta consegna. Prezzi B2B, spedizione 24h
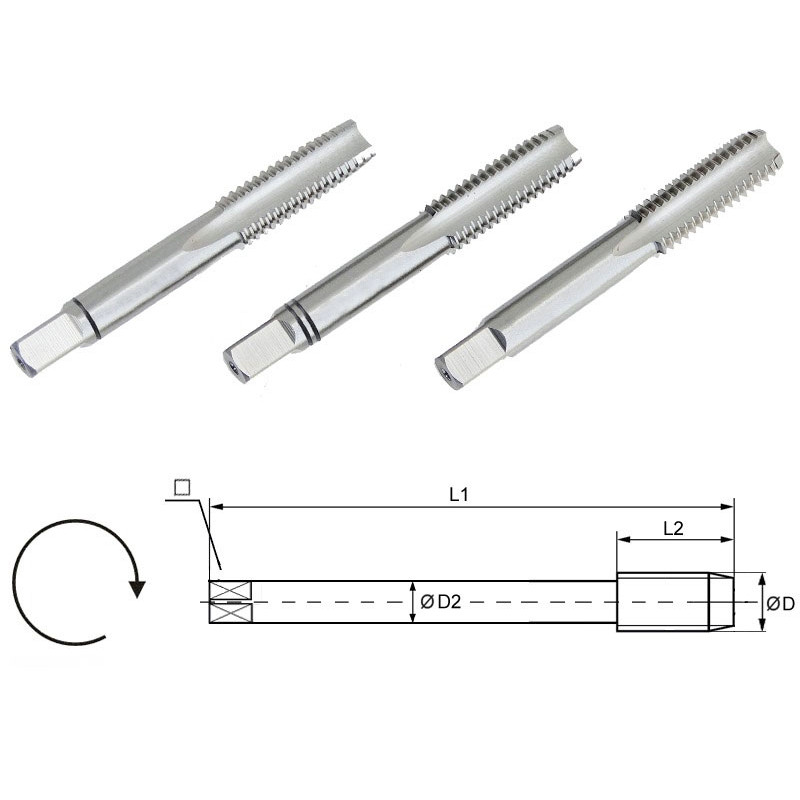
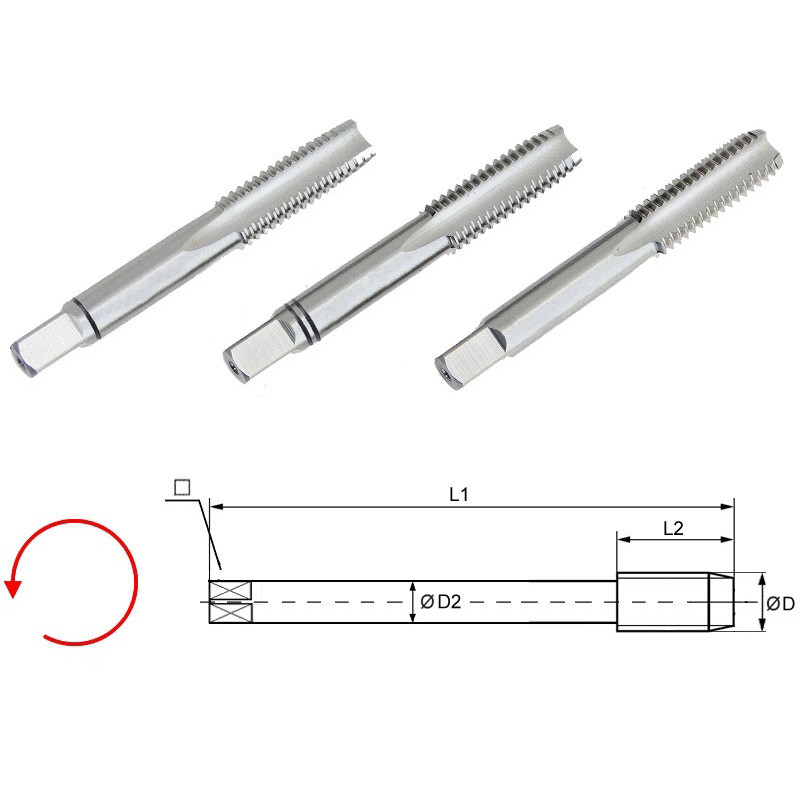
Set maschi a 3 passate - M4
SKU: 1201#03000BB0
€ 7,5
Iva inclusa
Disponibile
Il prodotto è stato aggiunto nel carrello
Errore, riprova
- Set di 3 maschi (sgrossatore, intermedio, finitore)
- Uso a mano
- Per fori passanti e fori ciechi
- Acciaio, ghisa, alluminio, ottone (fino a 900 N/mm²)
- Consegna rapida da magazzino


Guida rapida: scegliere il maschio giusto
Come si filetta a mano correttamente e perché serve un set di 3 maschi?
La filettatura manuale si effettua in più passaggi successivi utilizzando un set di 3 maschi:
Maschio n.1 (sgrossatore): avvia il filetto e asporta circa il 60% del materiale.
Maschio n.2 (intermedio): completa circa il 90% del profilo.
Maschio n.3 (finitore): rifinisce la filettatura a misura nominale e garantisce precisione e scorrevolezza.
Questo procedimento riduce lo sforzo di taglio e prolunga la vita utile dell’utensile, specialmente su materiali duri o fori ciechi.
Per filettature a passo fine (es. M10 × 1, M12 × 1.25) si utilizzano invece normalmente set da 2 maschi, poiché il passo ridotto rende superflua la fase intermedia.
Quali attrezzi servono per filettare a mano oltre ai maschi e alle filiere?
Oltre ai maschi e alle filiere, sono indispensabili:
Giramaschi: portautensili che garantiscono centraggio e controllo della coppia durante l’avvitamento.
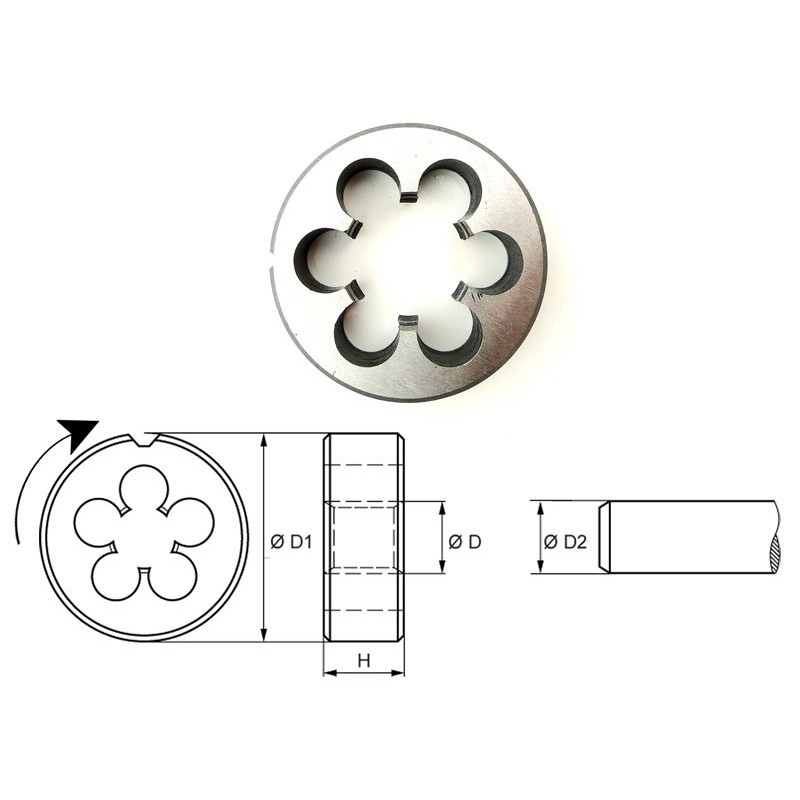
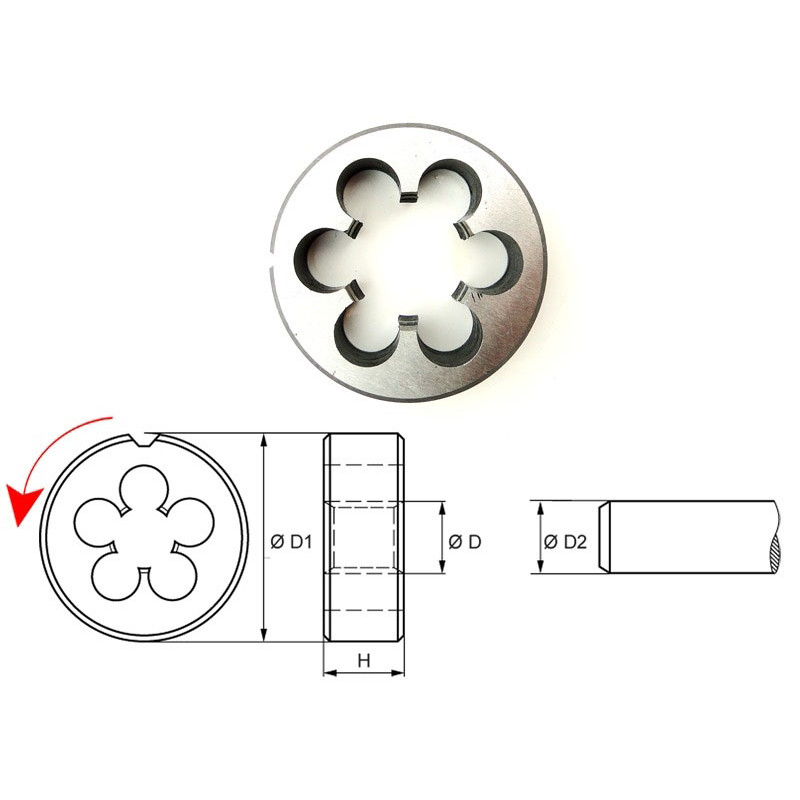
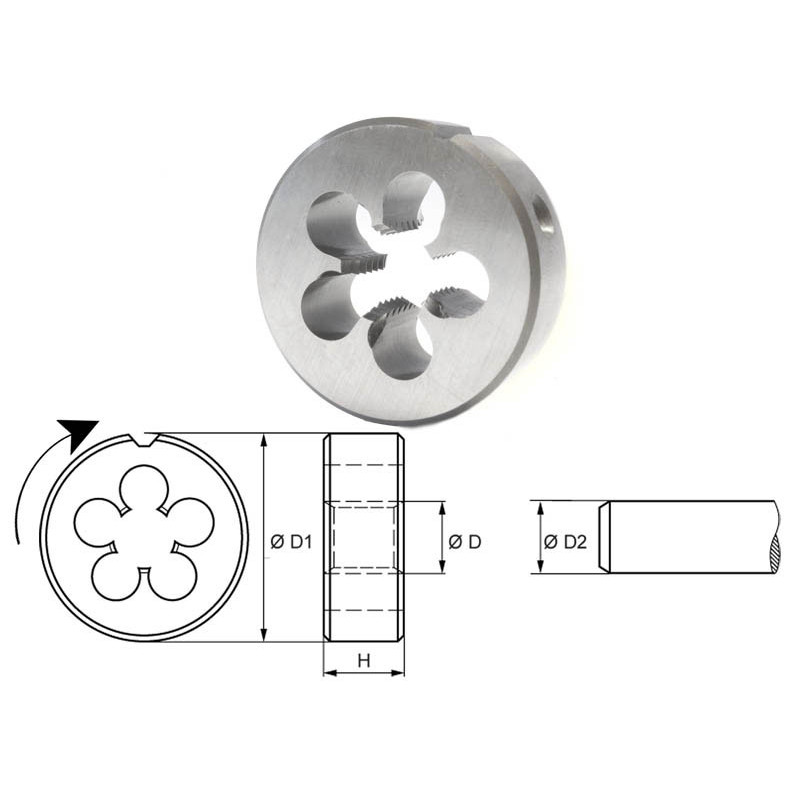
Portafiliere o girafiliere: per l’impiego delle filiere tonde o esagonali.
È importante scegliere giramaschi e portafiliere con impugnatura ergonomica e serraggio preciso per evitare disallineamenti e rotture.
Posso usare un maschio a passata unica per filettare a mano?
In teoria sì, ma non è consigliato.
Il maschio a passata unica è progettato per l’uso a macchina: taglia l’intero filetto in un solo passaggio e richiede una rotazione perfettamente stabile e un avanzamento costante, difficili da ottenere a mano.
A mano libera lo sforzo è elevato e aumenta il rischio di rottura o disallineamento.
Per la filettatura manuale è preferibile utilizzare set di 2 o 3 maschi progressivi, che permettono di asportare gradualmente il materiale e garantiscono maggiore precisione e sicurezza.
Il maschio a passata unica resta ideale per produzione in serie, uso su trapani o centri di lavoro CNC, dove la velocità e la ripetibilità sono prioritarie.
Qual è la differenza tra maschi a mano e maschi a macchina?
I maschi a mano sono utilizzati con giramaschi e richiedono rotazione manuale controllata.
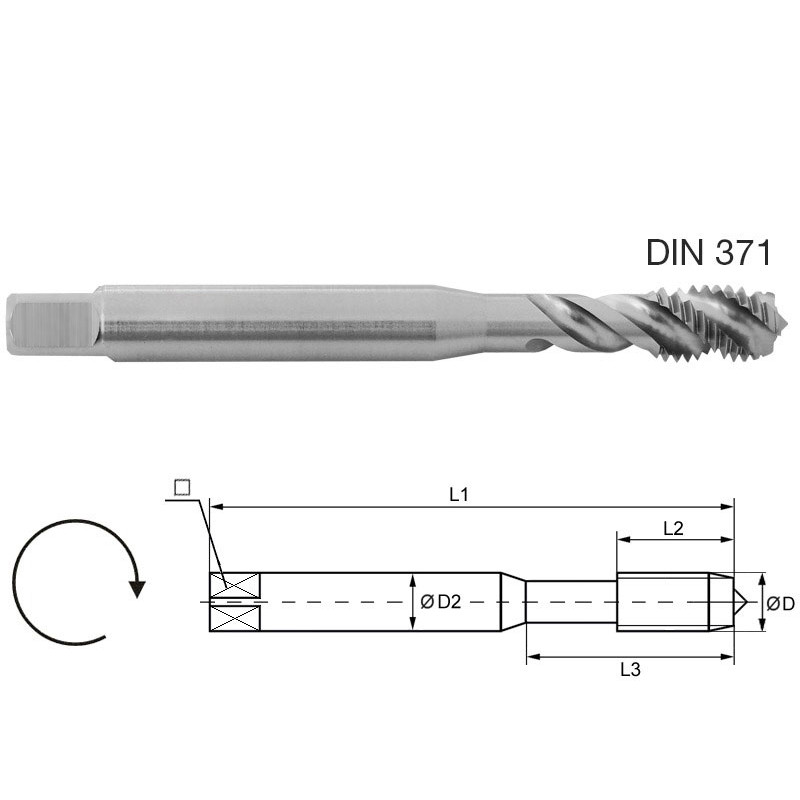
I maschi a macchina sono progettati per lavorare su trapani o centri CNC, con geometrie ottimizzate per evacuare i trucioli e tolleranze più strette.
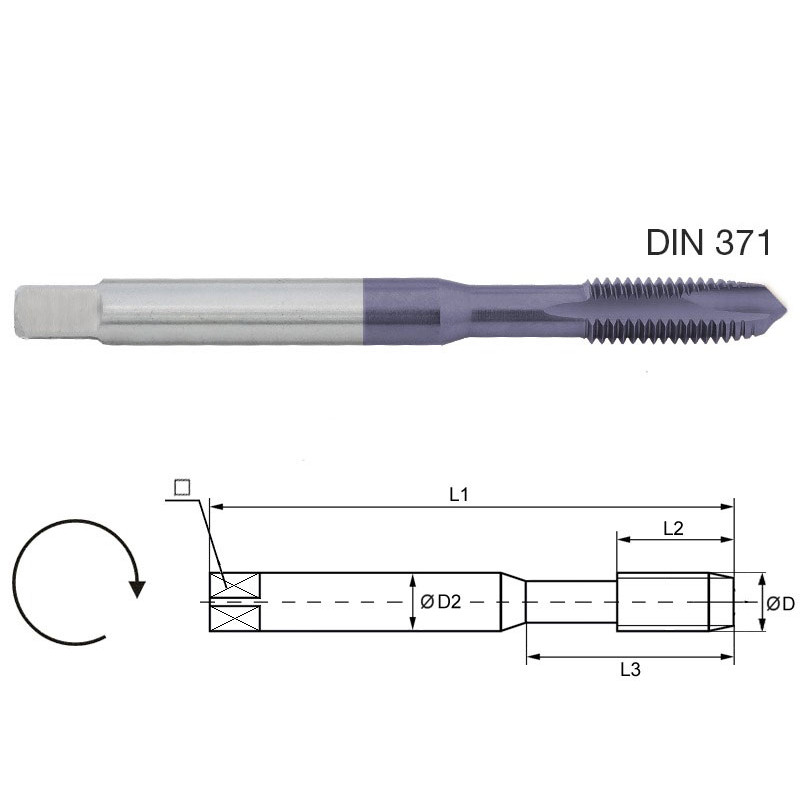
I maschi a macchina possono essere corti (DIN 352) o lunghi (DIN 371/376/374), con forme A, B, C, D secondo il tipo di foro.
Cosa distingue un maschio per fori ciechi da uno per fori passanti?
Nei fori ciechi si usa un maschio con scanalature a spirale (forma C), che espelle i trucioli verso l’alto evitando l’accumulo sul fondo.
Nei fori passanti si impiegano maschi con scanalature dritte (forma B).
Esistono anche maschi a rullare, che non producono truciolo ma deformano a freddo il materiale: ideali per fori ciechi in materiali duttili come alluminio o acciai dolci.
Quando conviene usare un maschio a rullare (senza truciolo)?
Quando il materiale è duttile (alluminio, ottone, rame, acciai dolci).
Il maschio a rullare deforma la filettatura senza asportare truciolo, generando una filettatura più resistente e superfici più lisce, ma richiede foro di pre-foratura più grande e lubrificazione intensa.
Quale materiale scegliere: HSSG o HSSE (o HSS-PM)?
HSSG (High Speed Steel Ground): acciaio super rapido rettificato, ottimo per uso generale su acciai dolci, alluminio, ghisa e ottone.
HSSE (con 5% di Cobalto): migliore resistenza a calore e usura, ideale per acciai legati e inox.
HSS-PM (Polveri Metallurgiche): ancora più tenace, raccomandato per materiali ad alta resistenza o impieghi automatici gravosi.
Quali sono le caratteristiche dei maschi specifici per acciaio inox?
I maschi per inox hanno geometrie ottimizzate con angolo di spoglia maggiore e dentatura affilata per evitare impastamento.
Sono realizzati in HSSE o HSS-PM, spesso con rivestimento VAP (vaporizzato) o TiN, che riducono l’attrito e migliorano la durata.
A cosa servono i rivestimenti TiN, TiAlN e VAP?
TiN (Nitruro di Titanio): colore oro, riduce attrito e aumenta la durata, indicato per acciai dolci e alluminio.
TiAlN (Nitruro di Titanio e Alluminio): colore grigio-viola, resiste meglio alle alte temperature, perfetto per acciai legati e inox.
VAP (Ossidazione a vapore): superficie porosa che trattiene lubrificante, ottima per uso manuale o su materiali difficili.
Cosa significa la tolleranza 6H in un maschio e quali sono le differenze rispetto a 4H, 6G e 6GX?
La tolleranza definisce il grado di gioco tra filetto maschio e femmina e quindi la precisione dell’accoppiamento.
Per i fori femmina metrici (maschi) la lettera H indica che non esiste sovrametallo (zero oversize), mentre il numero rappresenta l’ampiezza della tolleranza:
6H - standard più comune per maschi metrici; garantisce un accoppiamento preciso con viti 6g e buon equilibrio tra scorrevolezza e tenuta.
4H (diametro ridotto) - tolleranza molto stretta, per accoppiamenti di alta precisione (strumentazione, componenti meccanici di precisione).
6G (diametro maggiorato) - tolleranza leggermente più larga, scelta quando serve un montaggio più libero o per materiali soggetti a espansione termica.
6GX (diametro maggiorato selezionato) - tolleranza “larga selezionata”, usata in produzioni automatiche o in presenza di rivestimenti (es. TiN) che riducono leggermente il diametro utile.
Tolleranze più strette (4H) migliorano la precisione e la tenuta, ma aumentano l’usura e il rischio di grippaggio.
Tolleranze più larghe (6G, 6GX, 7H) facilitano il montaggio e sono più adatte a lavorazioni non perfettamente centrate o ambienti sporchi.
Come evitare rotture o usura prematura del maschio?
Usare pre-foro corretto (indicato nella scheda del prodotto).
Evitare disallineamenti con giramaschi di precisione.
Impiegar lubrificanti adeguati al materiale.
Pulire e controllare spesso i taglienti e la concentricità.
Non invertire bruscamente la rotazione per l’uscita.
In caso di rottura del maschio all’interno del foro, è possibile rimuoverlo utilizzando appositi estrattori di maschi rotti, disponibili in diverse misure.
Buongiorno! 👋
siamo a disposizione per consulenza tecnica o per le sue domande, semplicemente scrivendo in questa chat